
|
|
|
|
|
|
|
|



Как легко, просто и быстро научиться чертить в трехмерном AutoCAD?
КЛИКНИТЕ И УЗНАЙТЕ.
Новинка! Бесплатный видеокурс по созданию 3D моделей в программе SolidWorks
 |
Базирование.
Примеры задач по назначению технологических баз.
В данной статье рассмотрим несколько практических примеров по назначению технологических баз.
Пример №1.
Необходимо произвести выбор технологических баз заготовки, которые позволят обеспечить размеры А=60(+0,2-0,1) и а=10(+0,1-0,05) смотри рисунок ниже. Тип производства - мелкосерийное.
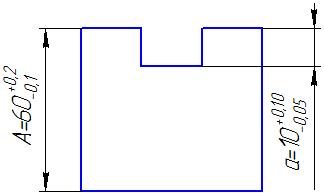
Чтобы обеспечить точность размера (а) настройкой режущего инструмента на этот размер, нужно использовать принцип совмещения баз. Однако использование данного принципа приводит к усложнению конструкции приспособления и значительному ухудшению условий обработки. Для мелкосерийного производства это нежелательно.
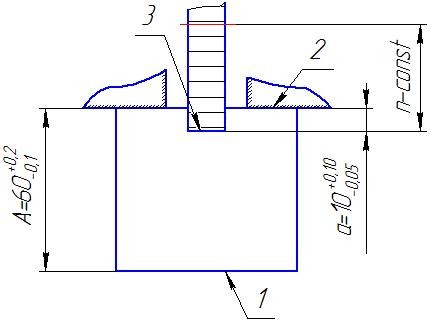
Давайте рассмотрим базирование заготовки по другой схеме. В качестве технологической базы будем использовать плоскость 1, которая не совпадает с измерительной базой 2.
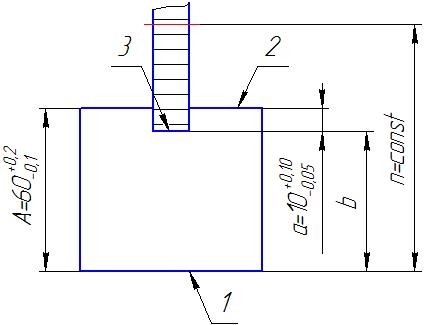
При данной схеме базирования, на настроенном станке размеры n и b будут постоянны. Следовательно размер глубины паза (а) не может быть выдержан точно, так как на его колебания будет влиять погрешность размера А, выдерживаемого на предыдущей операции. Нам нужно, на операции фрезерование паза, для обеспечения размера (а) рассчитать размер (b) и допуск на него. Технологический размер (b) рассчитывается, исходя из размерной цепи. В указанной цепи размер (а) является замыкающим, так как именно для него необходимо выдержать точность.
Из уравнения размерной цепи получаем, для номинальных размеров:
а=А-b; b=А-а=60-10=50 мм
Для допусков:
Ta=TА+Tb; Tb=Ta-TА=0,15-0,3=-0,15 мм
По результатам расчета мы получили отрицательный допуск. Такого быть не может, поскольку, допуск всегда является положительной величиной. В связи с этим можно сделать вывод о том, что размер (a) невозможно обеспечить в заданных условиях. Говоря другими словами, принятая схема базирования на этой операции не позволяет решить поставленную задачу.
Чтобы решить задачу для данной схемы базирования, необходимо ужесточить допуск размера А. Он устанавливается равным половине допуска на размер замыкающего звена (в нашем примере 015/2≈0,08). Устанавливаем допуск на размер:
А=60+0,04-0,04, т.е. Tа=0,08 мм
Тогда допуск размера b равен:
Tb=Ta-TА=0,15-0,08=0,07 мм
Теперь определим расположение поля допуска Tb относительно номинального размера b расчетом размерной цепи на максимум и минимум:
аmax=Аmax-bmin ;
аmin=Аmin-bmax ;
откуда:
bmin=Аmax-amax=60,04-10,1=49,94 мм ;
bmax=Аmin-amin=59,96-9,95=50,01 мм ;
Мы получили искомый технологический размер (b=50+0,1-0,06) , его и будем указывать на эскизе обработки к данной операции.
Пример №2.
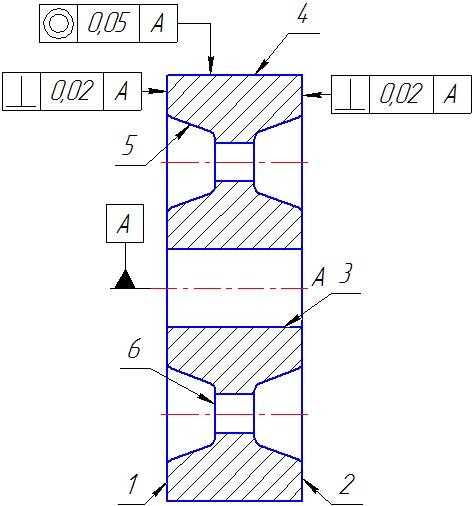
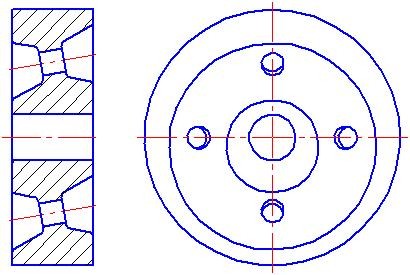
На токарном станке необходимо полностью обработать деталь шкив, обеспечивая параллельность торцов 1,2 и перпендикулярность их к оси А – А. Кроме того необходимо обеспечить концентричность поверхностей 3 и 4.Заготовка – отливка из серого чугуна. Нам нужно определить технологические базы и содержание токарной операции. Эскиз заготовки представлен на рисунке ниже.
Проанализируем два варианта обработки.
Вариант 1.
Выберем наружную цилиндрическую поверхность 4 и торец 1 в качестве черновых технологических баз. От выбранных баз на токарном станке в трехкулачковом самоцентрирующем патроне производятся следующие переходы: подрезка торца 2 и расточка отверстия в ступице, тем самым обеспечивается перпендикулярность торца 2 к оси А – А.
Во втором установе, комплектом чистовых технологических баз будет обработанный торец 2 и отверстие 3. На специальной оправке подрезается торец 1 и обтачивается поверхность 4. В результате этой операции обеспечивается параллельность торцов 1 и 2 и перпендикулярность их к оси А – А, кроме того обеспечивается концентричность поверхностей 3 и 4. Казалось бы поставленная задача решена, но это не так. Мы обеспечили точное расположение всех обработанных поверхностей, а положение необработанных поверхностей относительно обработанных осталось неучтенным. Визуально обработанный таким образом шкив можно определить по разностенности обода шкива и по эксцентрическому положению отверстия 3 в ступице.
Вариант 2.
Для этого варианта в качестве черновых технологических баз выбирается внутренняя поверхность 5 обода и внутренний торец 6. Такая схема базирования (смотри рисунок ниже), обеспечит минимальный эксцентриситет наружной поверхности относительно внутренней, а также достаточно точно толщину обода.
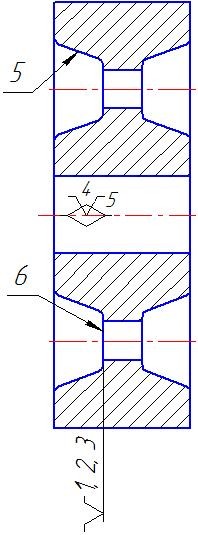
В данном случае обработка шкива осуществляется за один установ. В связи с этим все технические требования выполняются, и комплект необработанных поверхностей занимает определенное положение относительно обработанных.
На этом пока все. Тему базирования можно продолжать бесконечно, и думаю, мы еще не один раз к ней вернемся. Если у Вас есть вопросы можно задать их ЗДЕСЬ.
Список последних статей.
- Статья №1.Определение числовых значений предельных отклонений.
- Статья №2. Резьба коническая дюймовая с углом профиля 60°.
- Статья №3. Как в технологической документации обозначить опоры, зажимы и установочные устройства.
- Статья №4. Основы теории базирования.
- Статья №5. Базирование. Классификация баз.
- Статья №6. Классификация баз по лишенным степеням свободы.
- Статья №7. Основные формулы для расчета погрешностей базирования и закрепления заготовки.
- Статья №8. Примеры расчета погрешности базирования и закрепления заготовки.
- Статья №9. Назначение технологических баз.
- Статья №10. Примеры задач по назначению технологических баз.
- Статья №11. Основы размерного анализа. Размерные цепи.
 Автор: Саляхутдинов Роман |
"БОСК 8.0" Познай Все Cекреты КОМПАС-3D
|
 Автор: Саляхутдинов Роман |
"БОСК 5.0" Новый Видеокурс. "Твердотельное и Поверхностное Моделирование в КОМПАС-3D"
|
 Автор: Саляхутдинов Роман |
"Эффективная работа в SolidWorks" Видеокурс. "Эффективная работа в SolidWorks" поможет Вам:
|
 Автор: Дмитрий Родин |
"AutoCAD ЭКСПЕРТ" Видео самоучитель По AutoCAD
|